全新的工艺型 CPU,S7-1500T-CPU 是西门子新推出的一款运动控制 CPU,它无缝扩展了 中高级 PLC 的产品线,在标准型/安全型 CPU 功能基础上,能够实现更多的运动控制功能。根 据对工艺对象数量和性能的要求,可选择不同等级的 T-CPU 模块,适应从简单到复杂的应用。使用运动控制 PLC 可以使运动控制化繁为简,有如下特点: • 标准、运动控制和安全功能集成在一个 CPU 中实现 通过 PROFINET 连接西门子 SINAMICS 驱动器 • TIA Portal 为控制器、驱动器、HMI 提供统一、高效的工程平台 • 智能、友好的组态和调试工具,例如如凸轮编辑器、控制面板和运动学轨迹记录 • 运动控制编程基于国际标准 PLCopen,无需专业知识 • 面向工艺对象(TO)的控制方式,便于工程、调试和维护,简化了机器制造商和用户 的工作 通过工艺对象可以轻松实现以下基本功能: 

S7-1500T 可以连接具有 PROFIdrive 功能的驱动装置或带模拟量设定值接口的驱动装置, 通过标准运动控制指令实现运动控制功能,通过轴控制面板以及全面的在线和诊断功能可轻 松完成驱动装置的调试和优化工作。 本文以 S7-1500T 连接 V90 PN 为示例,详细介绍了项目的配置及组态、轴的配置、V90 PN 的在线测试及优化以及轴工艺对象的功能测试。
2 配置组态项目中使用的硬件如表 2-1 所示。 序号 说明 订货号 1 CPU 1515T-2 PN V2.5 6ES7 515-2TM01-0AB0 2 V90 PN 6SL3210-5FB10-1UF0 表 2-1 使用的硬件 序号 名称 版本 1 TIA Portal Step7 V14SP1 2 TIA_Portal_V14_HSP V14 表 2-2 项目中使用的软件 2.2 在博途软件中安装 V90 HSP 文件 从博途 V14 版本开始可以通过使用硬件支持包 (HSP)在 TIA Portal 中添加和组态 SINAMICS V90 PN 驱动装置。 
图 2-1 系统示意图 在博途软件中安装 HSP ,操作步骤如表 2-3 所示。表 2-3 在博途软件中安装 HSP 的操作步骤 1. 下载 HSP 并且解压缩到计算机中, 解压缩后的文件为: 2. 打开博途软件,在项目视图下点击选项菜单(选项->硬件支持包)来安装 V90 HSP 文件: 点击“从文件系统添加”,在弹出的画面中选择 V90PN 的 HSP 文件后点击”Open”: 3. 选中文件后勾选 HSP0185 Sinamics V90 V1.0 选项进行安装: 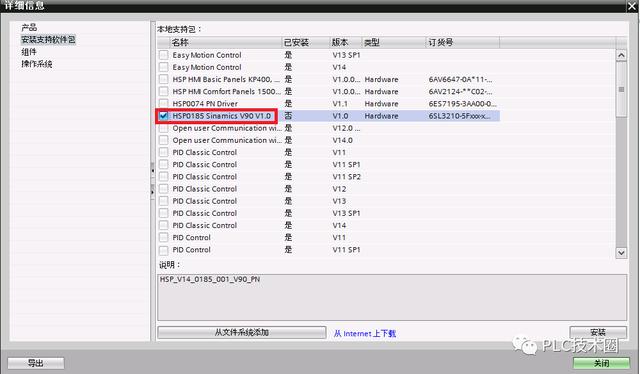
4. 提示需要关闭博途软件,点击“确定”按钮: 
5. 在关闭博途软件之前,安装无法继续进行,用户需要手动关闭博途软件: 
6. 当关闭博途软件后,“继续”按钮变成可以点击,点击后继续进行安装: 
7. 安装后点击“重新启动”,完成 HSP 的安装过程: 
2.4 S7-1500T 连接 V90 PN 项目硬件组态 完成安装 HSP 之后,需要在博途软件中进行 PLC 硬件组态,在网络视图中添加 V90PN 驱动装置,操作步骤如表 2-4 所示。 表 2-4 硬件组态步骤 1. 创建新的项目: 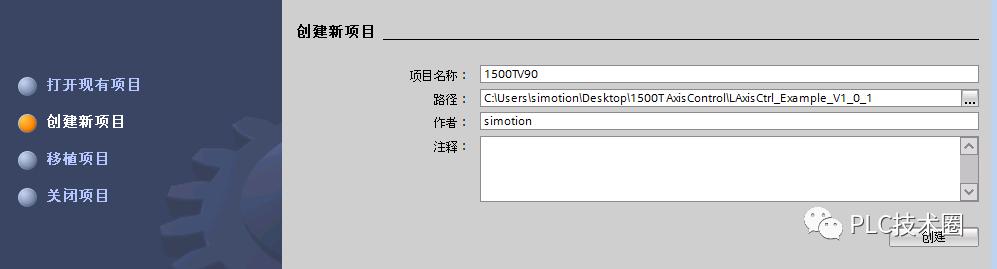
2. 添加 1500T 到项目中 ,本文使用的 PLC 为 S7-1515T-2PN V2.0: 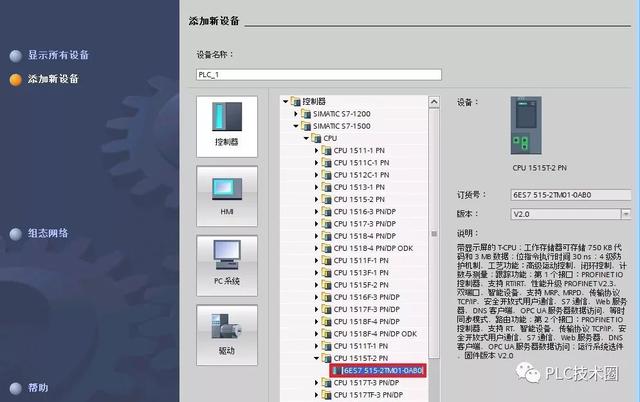
3. 在网络视图中,将“驱动和启动器->SINAMICS V90 PN”文件夹中的 V90 PN 拖到网络中,注 意添加的产品型号需要和实际使用的一致,本文使用的产品为:6SL3210-5FB10-1UF0: 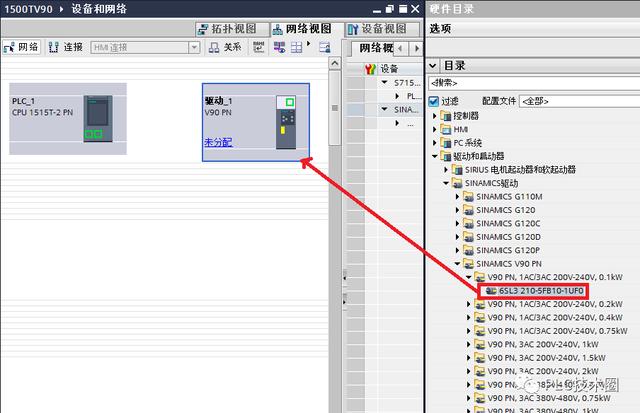
4. 创建 1500T 与 V90PN 的网络连接并设置设备的 IP 地址及设备名称: 1500T 的 IP 地址设置: 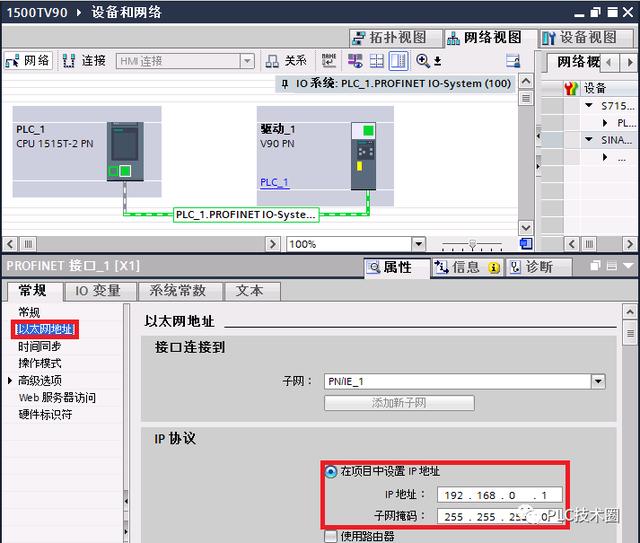
V90 PN 的 IP 地址及设备名称设置: 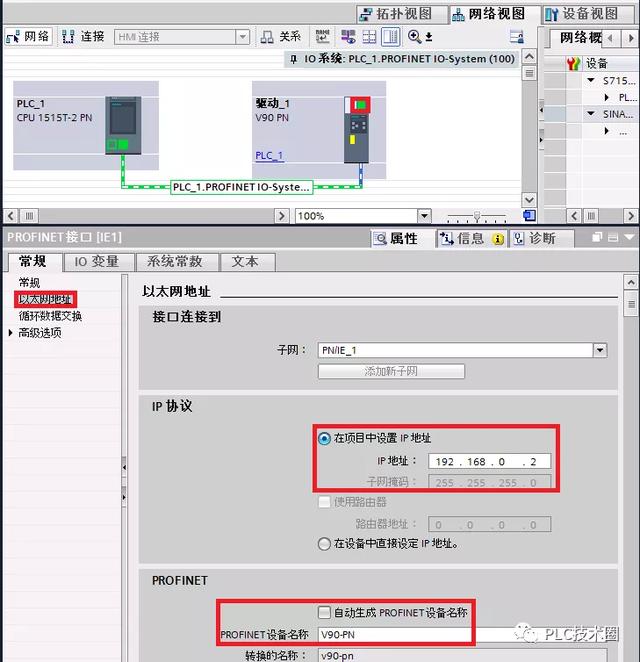
5. 在拓扑视图中配置通信的接口连接,本例为 PLC 的 Port2 连接 V90 PN 的 Port2: 
6. 在网络视图中配置 Profinet IRT 通信,需要注意当前 V90 PN 的通信时间最短为 2ms: 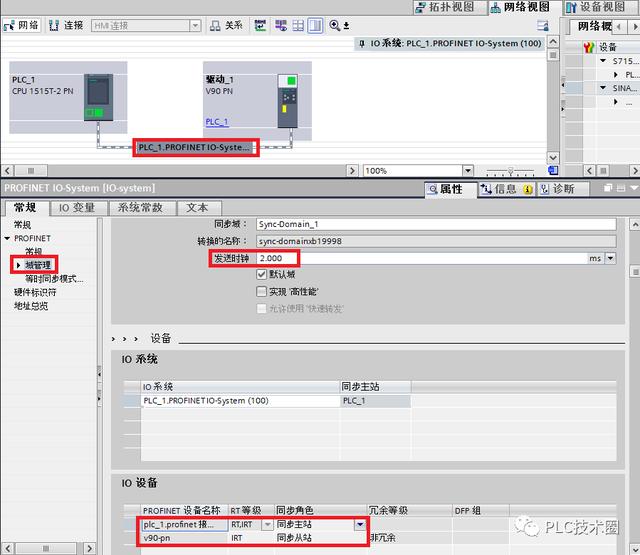
2.5 工艺对象轴配置 完成硬件组态之后,需要进行博途软件下进行工艺对象轴的配置,本文配置定位轴并且 关联到 V90PN 驱动装置,配置步骤如表 2-5 所示。表 2-5 工艺对象轴配置步骤 1. 在左侧目录树中,双击“新增对象”创建新的工艺对象 (TO),在此选择定位轴: 
2. 配置 TO 中的驱动,选择 V90 PN,V90 默认采用的报文为 105 报文,支持 DSC 控制: 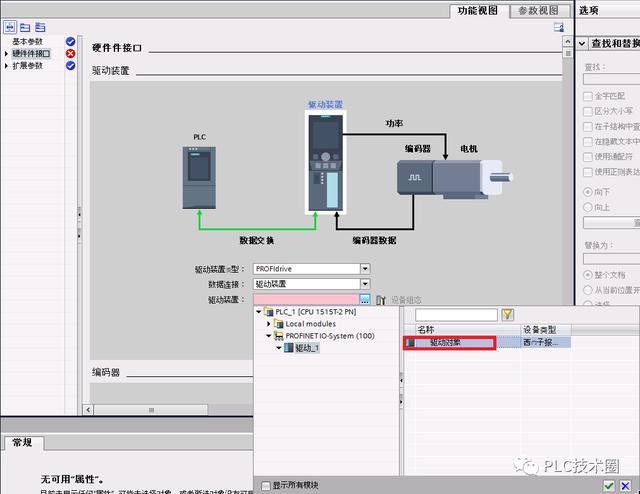
3. 检查编码器的类型和连接,需要和实际使用的产品一致: 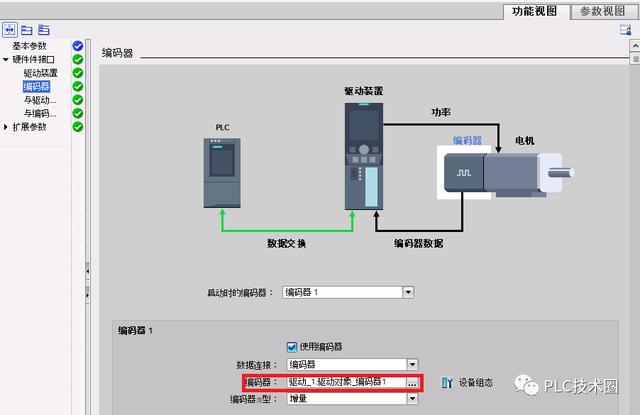
4. “与驱动装置进行连接”中,数据交换和信息传递通过集成组态的形式可以实现自动传递,默认 采用的报文为 105 报文,勾选“自动传送驱动装置参数值”: 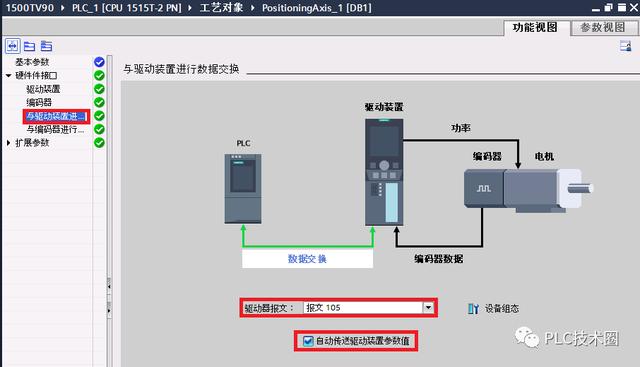
“与编码器进行连接”中,编码器信息通常不需要用户填写,因为博途软件已经集成了 V90 PN 的信息,默认采用的报文为 105 报文,勾选“自动传送编码器参数值”: 
5. 用户可以根据实际的需要选择和填写后续的信息,具体内容请参考 S7-1500T。 6. 保存编译并且下载到 S7-1500T 中。
3 .V90 PN 的在线测试和优化通过如上步骤建立通信并且下载到 PLC 后,可以进行驱动和 PLC 的在线调试和优化, 操作步骤如表 3-1 所示。 表 3-1 测试及优化 1. 首先对 V90 PN 进行在线,右键点击下图中 Drive_1,并且选择“Go online”: 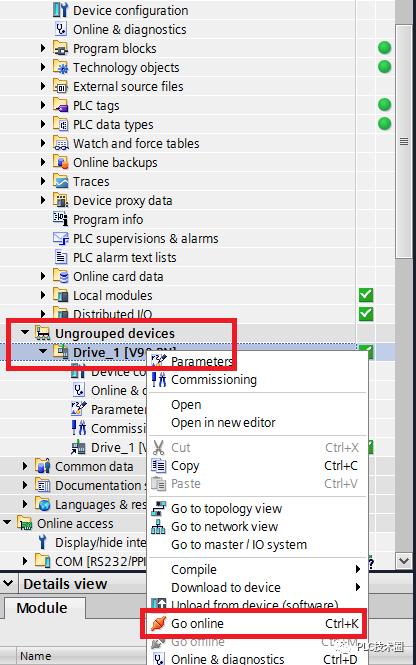
随后进行控制面板的测试,可以使用博途集成的控制面板进行操作,点击“Active”按钮: 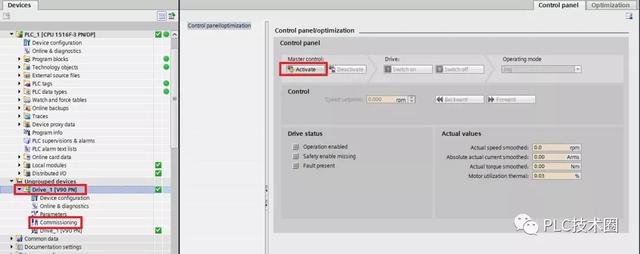
2. 通过控制面板获取控制权时需要点击“OK”按钮进行确认: 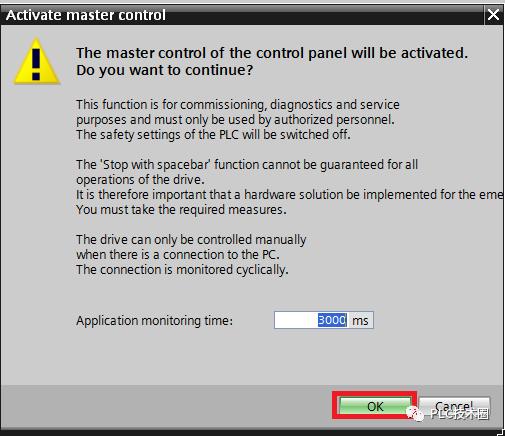
3. 点击“Switch on”按钮使能驱动,通过 JOG 按钮进行驱动测试: 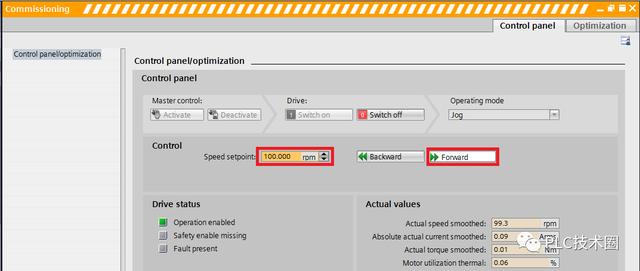
4. 切换面板到优化界面,并且选择激活控制权: 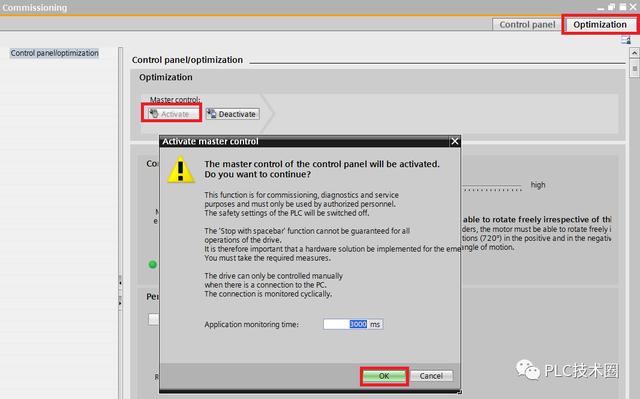
5. 填写移动距离为 720 度,随后点击启动优化按钮进行优化,如果用户对于系统的特性有特殊的 需求,可以提高 Dynamic factor 系数,或者点击 Extended settings 扩展设定进行独立设置,在 Further values 中可以进行滤波器设置: 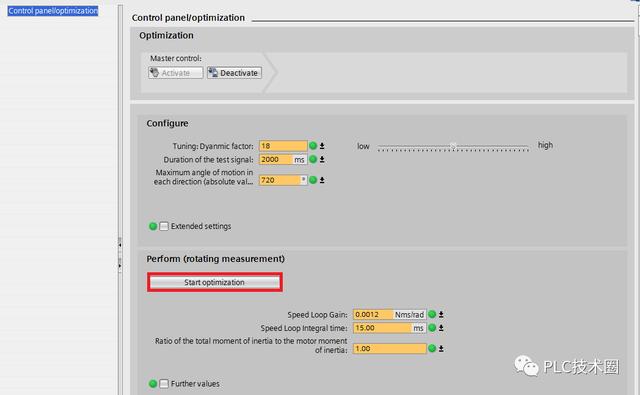
6. 经过一段测试过程,系统会出现优化后的参数和之前的参数对比等信息,点击 Save 按钮保存参 数: 
经过如上操作后,还需要把优化好的参数保存到离线的计算机项目中,可以首先放弃控制权 
,然后选择 Drive_1[V90 PN ]后点击上载按钮保存参数: 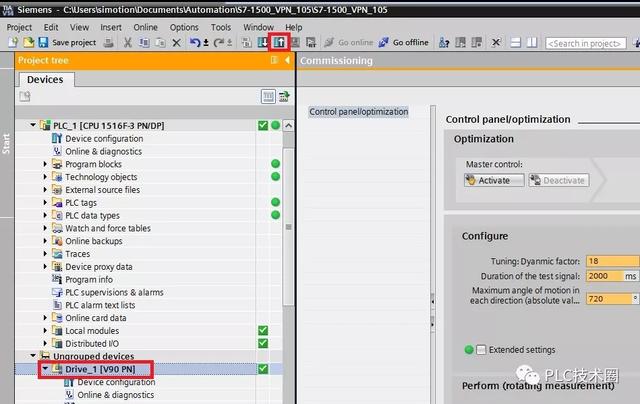
4 .轴工艺对象功能的测试通过如上步骤完成驱动的测试和优化后,可以进行 PLC 的轴工艺对象的测试操作,操作 步骤如表 4-1 所示。 表 4-1 轴工艺对象测试步骤 1. 首先对 PLC 进行在线,右键点击下图中 PLC_1,并且选择“Go online”。随后双击轴工艺对象下面的 Commissioning: 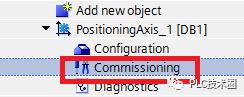
在弹出的轴控制面板中进行轴的测试,点击“Active”按钮: 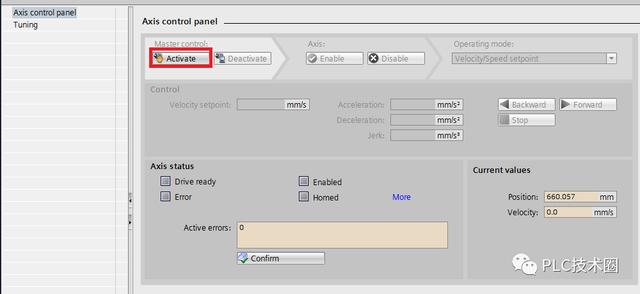
2. 通过“Enable”按钮使能轴 TO 后,可以通过点动的方式进行测试: 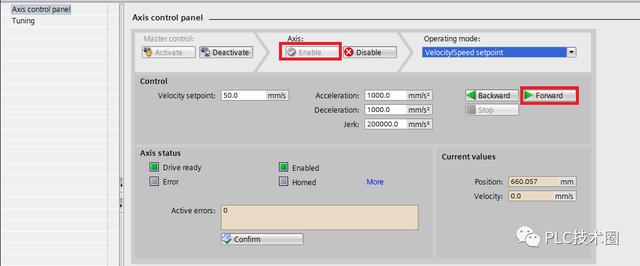
3. 在确定轴工艺对象正常工作后,可以通过优化界面进行测试,即可以通过设定速度和加速度以及 目标距离等信息,观察设定位置和实际位置之间的关系,如果跟随特性不理想可通过调整增益 Gain 或者前馈分量 Precontrol 的百分比进行测试: 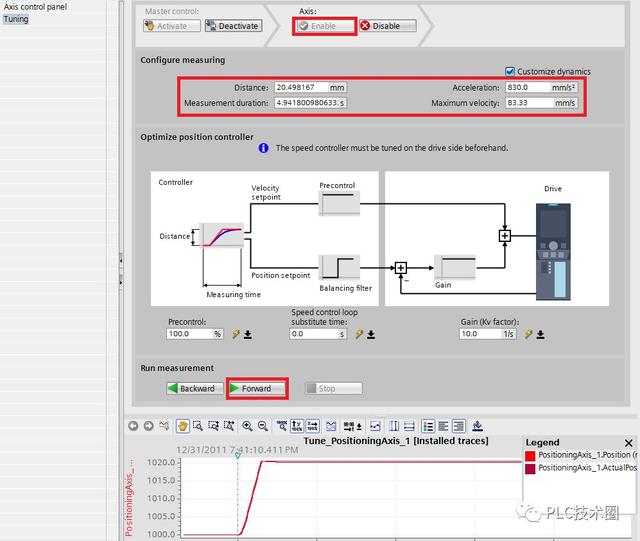
4. 如果优化过程满足需要后,用户可以编写 PLC Open 程序进行工艺相关的编程操作。
| 
 /1
/1 
 |手机版|免责声明|本站介绍|工控课堂
( 沪ICP备20008691号-1 )
|手机版|免责声明|本站介绍|工控课堂
( 沪ICP备20008691号-1 )
 发表于 2020-9-1 20:43:36
发表于 2020-9-1 20:43:36

 提升卡
提升卡 置顶卡
置顶卡 照妖镜
照妖镜 发表于 2020-9-1 20:43:36
发表于 2020-9-1 20:43:36